Performance Objective
Setup to generate good container welds with even, easy flash removal at target flash to container interface temperature.
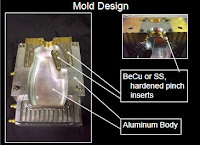
Mold Setup
•Setup molds with carbon paper to identify even mold compression
•Setup mold temperature control of 80F to 110F (25C-40C) at pinch areas to achieve container deflash interface temperature of 180F to 200F (80C to 95C)
Processing Techniques
•Use mold cracking timer to enable larger containers to vent upon mold opening
•Use blow pin lift timer to allow container to release from mold
•Insure that container releases easily from the mold
–Observe for scrapes on container
–Observe for flash retensionto container or mold during mold open and container extraction
•Avoid heavy pinch terminations
–Program parisonto light weight pinch area
–Capture parisonin inflated region
–Locate pinch terminations up on base to sidewall radiaway from base footprint
–Option: Locate pinch terminations within the base pushup
–Option: Locate one end of pinch termination within the base pushup and the other end on the container sidewall
Processing Techniques
•Pinch weld termination location
1.Locate pinch terminations up on base to sidewall radii away from base footprint
2.Locate pinch terminations within the base pushup
3.Locate one end of pinch termination within the base pushup and the other end on the container sidewall
EASTMAN
Extrusion Blow Molding Presentation.

No comments:
Post a Comment