The tool in the grinding process is the grinding wheel, which is generally composed of two materials: grits and bonding agent. The hard abrasive grits (small hard particles) are affixed to rotating hub or axis in the
general configuration of a wheel to erode material away from a workpiece as the wheel spins. Grinding wheels are formed into shape by casting and curing a slurry of bonding material with the grits. The cured wheel forms a three-dimensional matrix of grits held in place by the bonding agent. This yields a complex operation by nature, as the uneven and truly random distribution of grit surfaces of the wheel and the contact they make with the ground part are difficult at best to systematically model.
History and Perspective
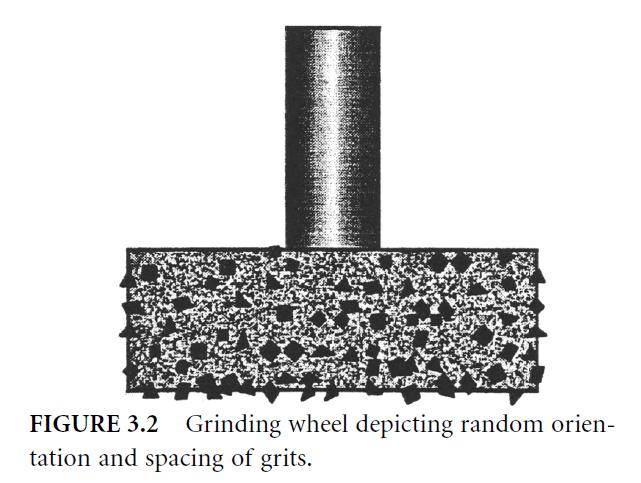
Abrasive material removal (grinding) is one of the oldest machining technologies employed today, and has been utilized by people in the manufacturing of parts since the Stone Age (Malkin, 1989). A simplified grinding process can be thought of as milling using a “cutter” with a large number of teeth of irregular
shape, size, and spacing (Fig. 3.2.). Each grit can be seen as a cutting tooth with varying orientation and
sharpness. These grits are suspended in a bonding agent that holds the three-dimensional matrix of grits
together in a form. The grinding process can vary for many reasons including: wheel sharpness, wheel microstructure, workpiece material variation, loading of workpiece material on the wheel, and other phenomena that contribute to the changing nature of the grinding process. (Loading is the phenomena of the ground material becoming attached to or embedded onto the surface of the grinding wheel. This effect begins with the material filling in the voids around the grits, and if permitted to continue, the material can eventually cover the grits. This occurs more commonly with softer materials.)
The variable nature of the grinding process has been linked to the physical descriptions of the actions between the grits with the workpiece. Grinding is a complex operation that can be seen as three separate and concurrent process actions: (1) cutting, (2) plowing, and (3) rubbing (Hahn and Lindsay, 1971; Samuels, 1978; Salmon, 1992). The cutting action produces tangential forces that are related to material specific energy in the generation of chips. Although a small part of this energy is transferred to the chip as kinetic energy, the majority of the material specific energy is dispersed in several other ways including: friction, heat conduction, radiation, surface formation, residual stresses, etc. The second grinding process action is plowing. In plowing material is plastically deformed around the sides of dull grits, leading to ruts and uneven surfaces. No material is removed with plowing. Rubbing occurs as material loads onto the wheel or if the grits are exceptionally dull (causing attritious flat wear). Rubbing is a high friction condition with essentially no material removal and is the most detrimental of the three grinding actions.
The generated frictional heat (that can yield “burning”) from rubbing is dissipated into both the ground
part and the wheel. If coolant is not used, thermal damage may occur. Damage created from excess forces
or from plowing ruts can be hidden by the migration of material during rubbing, only to result in premature failure of the part in use. In general, all three grinding process actions occur simultaneously in varying distributions depending on the grinding wheel, material, and operating conditions. As stated previously grinding is stochastic by its nature, making detailed process analysis, modeling, and control difficult. This is also brought out by the variety and complexity of grinding models presented later.
COMPUTER-AIDED DESIGN,
ENGINEERING, AND MANUFACTURING
Systems Techniques And Applications
VOLUME
V I
Editor
CORNELIUS LEONDES
Boca Raton London New York Washington, D.C.
CRC Press
MANUFACTURING
SYSTEMS PROCESSE















